




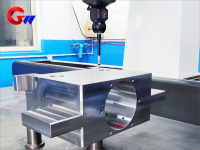
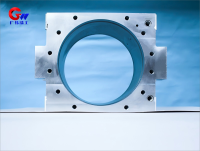
Lagerzitting voor de werkrol aan de overdrachtszijde van de warmwalserij
De lagerzitting van de werkrol is een van de belangrijkste producten van GW Precision.
Geef de volgende kernfuncties en operationele vereisten van de lagerzitting van de werkwals aan de transmissiezijde van de warmwalserij:
Kernfuncties
Koppeloverdracht: verantwoordelijk voor de koppeloverdracht van het hoofdtransmissiesysteem naar de werkrol (piekkoppel kan 500 kN · m bereiken)
Dynamische lastondersteuning: bestand tegen rolkrachten (2000-6000 kN aan één kant) en wisselende stootbelasting
Nauwkeurigheidsbehoud: Zorg ervoor dat de radiale uitloop van de werkrol ≤ 0,04 mm is (waardoor een diktetolerantie van ± 0,15% voor het bandstaal wordt gegarandeerd)
Aanpassen aan de werkomstandigheden
Temperatuurbereik: Werktemperatuur lagerpositie 80-120 ℃ (momentane piek 180 ℃)
Rolsnelheid: ≤ 15 m/s (tot 20 m/s in combinatie met oliefilmlagers)
Vervangingsfrequentie van de rol: ≥ 1 keer/ploeg (vereist snelle demontage en ontwerp)
- GW Precision
- Luoyang, China
- Contractuele bepaling
- Jaarlijkse capaciteit is 500 stuks
- informatie
Lagerzitting voor de werkrol aan de overdrachtszijde van de warmwalserij
Materiaal- en fabricagenormen voor de lagerzitting van de werkrol aan de transmissiezijde van de warmwalserij
Hoofdmateriaal
Merk: ZG35CrNiMoV (speciaal gegoten staal)
Ingrediëntoptimalisatie:
|Elementen | C 0,33-0,37 | Cr 1,0-1,3 | Het is 1,2-1,6 | Ma 0,3-0,5 | V 0,15-0,25|
Prestatievoordelen:
Hoge temperatuursterkte (σ ₀. ₂ ≥ 650 MPa bij 300 ℃)
Vermoeidheidslevensduur (Nf ≥ 2 × 10⁶ keer bij Δσ=400 MPa)
Belangrijkste componentmaterialen
Oppervlaktehardheid van componentmaterialen na warmtebehandeling
Lagerzitting van de werkwalslichaam ZG35CrNiMoV gehard en getemperd + verouderd HB 300-330
Koppeltransmissie spiebaan 42CrMoA nitreerbehandeling HV 800-900
Afgedichte eindkap duplex roestvrij staal 2205 oplossing behandeld HRC 28-32
Warmtebehandeling en oppervlaktebehandeling van de lagerzitting van de werkwals aan de transmissiezijde van de warmwalserij
Warmtebehandelingsproces
A [Smelten in een elektrische vlamboogoven] -->B [Gieten met argonbescherming]
B -->C [880 ℃ × 6u normaliserend]
C -->D [850 ℃ olieblussing + 620 ℃ temperen]
D -->E [-80 ℃ × 4 uur cryogene behandeling]
oppervlakteversterking
Lagergat hypersonisch vlamspuiten (HVOF) WC-12Co coating (dikte 150-200 μm, HV ≥ 1300)
Laserblussen van het afdichtingsvlak (hardingslaagdiepte 1,2-1,5 mm, HRC ≥ 52)

1. Verticaal bewerkingscentrum: Volgens de vorm van het aanzicht, freesdiepte 5 mm om de positieve band te vinden (elke kant heeft ruimte voor 1,5-2 mm); maak schoon en verwijder bramen en scherpe randen voor inspectie. (eerste stuk voor inspectie)
2. Horizontale boormachine:Er is vastgesteld dat voor elk oppervlak van de normale band een marge van 1,5-2 mm is gereserveerd, en de marge van de groef in het zicht is 1,5-2 mm; de marge van het gat in het gat is 3-4 mm; de lengte van elk gat is 2-3 mm; en de heldere rand wordt gebruikt om de scherpe rand van de braam te verwijderen voor inspectie. (eerste stuk voor inspectie)
3. Verticaal bewerkingscentrum: Frezen afwerken volgens de eisen (niet-tolerante pasvorm), freeslengte om de juiste randdiepte van 5 mm te vinden; boren volgens de eisen, elke zijde met een resthoeveelheid van 1 ≤ 1,5 mm; elke gatlengte volgens de eisen en punt naar de twee uiteinden van het middelste gat; om de maattolerantie en vorm- en positietolerantie van de lagerzitting te garanderen.
4. Werk op de werkbank:Elke schroefdraad onder het gat positioneert het gat volgens de eisen van de lagerzitting van de werkrol.
5. Werk op de werkbank:Overig boren van oliegaten en schroefgaten; Reinig en verwijder scherpe randen en bramen voor inspectie. (eerste stuk lagerzitting voor inspectie)
6. Eindinspectie: Verwijder scherpe randen en bramen door reiniging en stuur het op voor inspectie, en geef een inspectielijst af voor de lagerzitting.

Inspectie- en testspecificaties voor de lagerzitting van de werkrol aan de transmissiezijde van de warmwalserij
materiaalinspectie
Samenstellingsanalyse: ICP-spectrometer (elementafwijking ≤± 0,01%)
Niet-destructief onderzoek:
Ultrasoon onderzoek (EN 12680-3 Klasse 1)
Magnetische deeltjesinspectie (ASTM E709, scheurdetectie ≤ 0,1 mm)
prestatietesten
Testproject standaardmethode kwalificatie-indicatoren
Statische belastingstest ISO 19973-1 1,8 keer de nominale belasting zonder vervorming
Dynamische vermoeidheidstest DIN 50100 10 ⁷ cycli zonder scheuren
Afdichtingsprestatietest ISO 5208 Klasse A 0,6 MPa drukvastheid zonder lekkage
dynamische detectie
Dynamisch balansniveau: G0.4-niveau (ISO 1940-1)
Trillingsintensiteit: ≤ 2,5 mm/s(GB/T 29531)
Veelgestelde vragen
1. Kun je dit maken? Lagerzitting voor de werkrol Product Volgens de vereisten van de klant?
A: Ja, wij kunnen voldoen aan uw specifieke vereisten.
2. Kan ik uw fabriek bezoeken voordat ik bestel? ?
A: Ja, u bent van harte welkom in onze fabriek voor een excursie.
3. Waar is de dichtstbijzijnde haven bij uw bedrijf?
A: De dichtstbijzijnde haven is Shanghai.
4. Kunnen we verschillende materialen kiezen voor de lagerzitting van de werkrol?
A: Ja, dat kan afhankelijk van uw vereisten.
5. Hoe lang duurt het voordat ik de lagerstoel voor de werkrol krijg?
A: Het duurt meestal anderhalf tot twee maanden over zee. Het hangt af van de omvang van uw bestelling.
6. Wat is de dekking van uw pakket?
A: Wij gebruiken houten kisten voor de export.





