




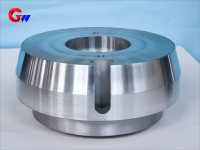
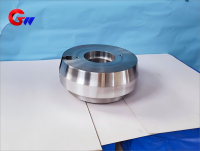
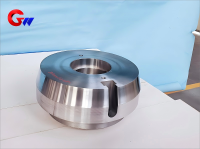
Gegoten stalen rolconuskop
De walskegelkop van GW precisiegietstaal is een van de belangrijke onderdelen van de walsinstallatie.
- GW Precision
- Luoyang, China
- Contractuele bepaling
- 1000 stuks
- informatie
Gegoten stalen rolconuskop
De gegoten stalen rolconuskop wordt voornamelijk gebruikt in metallurgische walsmolens, mijnbouwmachines, zwaar materieel en andere toepassingen die hoge radiale en axiale belastingen vereisen. Het ontwerp kenmerkt zich door het gebruik van kegelrollagers (zoals die uit de TIMKEN-serie) om gelijktijdig radiale en axiale krachten te weerstaan, geschikt voor hoge impact, hoge snelheid of zware belasting.
Toepassingsscenario's van gegoten stalen rolconuskop
1. Belangrijkste toepassingsgebieden
Warm-/koudwalsinstallatie: Ondersteunt de werkwals, tussenwals of steunwals om de walskracht en axiale beweging te weerstaan.
Mijnbouwmachines: worden gebruikt voor transmissiesystemen van zwaar materieel, zoals brekers en kogelmolens.
Windenergie-installatie: grote lagerzitting van de hoofdas van een windturbine.
Schepen/zware machines: zwaar belaste roterende onderdelen zoals schroefassen en tandwielkasten.
2. Functiekenmerken
Hoge belasting: bestand tegen radiale kracht (rolkracht) en axiale kracht (rolbeweging).
Omgeving met hoge temperaturen/veel vervuiling: Hittebestendigheid en oxidatiepreventie zijn vereist bij warmwalsen. De mijnomgeving moet stofdicht en waterdicht zijn.
Hoge precisie-eis: De pasnauwkeurigheid tussen het binnengat van de lagerzitting en de buitenring van het lager (meestal niveau H7 of H8).
Warmtebehandelingsproces voor conische lagerzitting van gegoten stalen rol
De conische lagerzitting van de gegoten stalen rol is meestal gemaakt van laaggelegeerd gegoten staal (zoals ZG35CrMo, ZG42CrMo) en het warmtebehandelingsproces is als volgt:
1. Voorbehandeling (gloeien of normaliseren)
Doel: het elimineren van gietspanning, het verfijnen van de korrelgrootte en het verbeteren van de bewerkbaarheid.
Proces: Verwarmen tot 850-900℃en houd het warm voordat het in de lucht (normaliseren) of in de oven (gloeien) wordt afgekoeld.
2. Blussen en ontlaten (blussen + ontlaten)
Blusen: Verwarm tot 850-900℃(afhankelijk van het materiaal), olie- of waterafschrikking (om vervorming te voorkomen).
Ontlaten: Ontlaten op 500-650℃om een martensitische structuur te verkrijgen, waarbij sterkte en taaiheid in evenwicht zijn (hardheid HB 250-320).
3. Lokale oppervlakteversterking (optioneel)
Inductieharden: Hoogfrequent afschrikken van het lageroppervlak ter verbetering van de slijtvastheid (hardheid HRC 50-55).
Carbureren/nitreren: geschikt voor hooggelegeerd staal ter verbetering van de vermoeiingsweerstand.
4. Spanningsarm gloeien (na precisiebewerking)
Laagtemperatuurgloeien bij 200-300℃elimineert bewerkingsspanning en voorkomt vervorming.
Functie-introductie:
1. Overdracht van koppel: Conische koppen worden gebruikt om het rotatiekoppel van de motor over te brengen
efficiënt en zorgt voor een soepel walsproces.
2. Verbeter de stabiliteit van de verbinding: het kegelkopontwerp helpt de stabiliteit van de verbinding tussen
de rolkop en de koppelingsas, waardoor losraken of slijtage bij hoge snelheden wordt verminderd.
3. Aanpassing aan verschillende rolbehoeften: Het ontwerp van de kegelkop helpt bij de aanpassing aan verschillende soorten
walsprocessen, zoals warmwalsen en koudwalsen, en de walsvereisten van verschillende materialen.
Gerelateerde producten




