




Warmwalsmachine voor het bedienen van de zijwerkrolwalsblokas
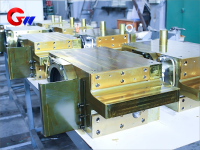
Ons bedrijf beschikt over een DMG DMF1800*600 vijf-assig bewerkingscentrum, een horizontaal bewerkingscentrum, een verticaal bewerkingscentrum, een portaalbewerkingscentrum en een uiterst nauwkeurige drie-coördinateninspectie.
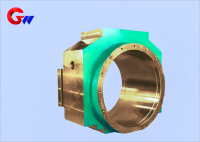
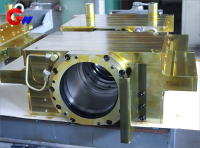
Het asblok van de werkwals is een van de belangrijkste precisieproducten van GW.
- GW Precision
- Luoyang, China
- Contractuele bepaling
- De jaarlijkse capaciteit van de stalen spoel is 4000 stuks
- informatie
Warmwalsmachine voor het bedienen van de zijwerkrolwalsmachine-asblok
(Geschikt voor warmwalsproductielijnen van plaat- en band-/profielstaal)
1、Toepassingsscenario's
1. Kernfuncties
Rolpositionering en krachtoverbrenging:
Handhaaf de stabiliteit van de werkrol onder invloed van de rolkracht (maximaal 30 MN) en de buigkracht (± 1000 kN)
De onmiddellijke impactbelasting van bijtend staal weerstaan (impactcoëfficiënt 2,0-3,5)
Thermisch beheer:
Werkend in een omgeving met een rollende temperatuur van 400-800 ℃, kan de onmiddellijke oppervlaktetemperatuur 300-450 ℃ bereiken
Moet bestand zijn tegen periodieke thermische belasting (>10 ⁵ cycli/jaar)
2. Typische werkomstandigheden van het molenasblok
Mechanische belasting: Hertz-contactspanning 1000-1500MPa, torsietrillingsbelasting (kritische snelheid moet een werksnelheid van 1,5-2,5 keer vermijden)
Slijtageomgeving: Schurende deeltjes van ijzeroxide (HV800-1100) + afzetting van rolsmeermiddel bij hoge temperaturen
Materiaalselectie en optimalisatie van het asblok van de werkwalswalsmachine
1. Basismateriaal
Materiaalkwaliteit, belangrijkste voordelen, toepasbare scenario's
50CrMoV hoge temperatuursterkte (σ 0,2 ≥ 650MPa bij 500 ℃) brede en dikke plaatwalsmolen (walslichaam>3m)
Lage cyclusvermoeidheidsprestaties (Nf ≥ 5000 keer bij Δ ε t=1%) van 38CrNiMoV-hoogsterktebandstaal tijdens het walsen
H13 verbeterde hittebestendige scheurvastheid (thermische geleidbaarheid 24W/m · K) warmgewalst roestvrij staal
2. Belangrijkste versterkingstechnologieën
Lager-aangrijpingsvlak:
Laserblussen (hardingslaagdiepte 2-3 mm, HRC54-58)
Plasmaspuiten WC-10Co4Cr (porositeit <0,8%)
Schroefdraadverbindingsgebied: boroniserende behandeling (Fe2B-laag 50-80 μm)
3. Innovatieve materiaaltoepassingen
Gradiënt functionele as:
Kern: 25Cr2MoV (hoge taaiheid)
Oppervlakte: Stellite 21 (bestand tegen slijtage bij hoge temperaturen)
Diffusiebinding door middel van heet isostatisch persen (HIP)
3. Warmtebehandelingssysteem
Vacuümblussen: 1020 ℃ × 3 uur (stikstofkoeling)
Dubbel temperen: 560 ℃ × 4 uur + 520 ℃ × 6 uur (oliegekoeld)
Stabilisatiebehandeling: Diepe koeling (-120 ℃ × 8 uur) + veroudering (250 ℃ × 24 uur)
4. Oppervlakteversterking
Samengestelde verwerking:
Kogelstralen (Almen-sterkte 0,4-0,45 mmN)
Ionische sulfurisatie (FeS-laag 1-2 μm)
Lasertextuur (Sa=3–5 μm)
*Belangrijkste processen:
Constante temperatuur slijpen van lagerpositie (koelvloeistof 20 ± 1 ℃)
Elektrochemische bewerking van overgangsfilet (R-hoeknauwkeurigheid ± 0,05 mm)*
Typische parameters vanWerkrol Walsmolen asblok
Vereisten voor parameterindicatoren
Asdiametertolerantie van φ 320 ± 0,008 mm
Kruipsnelheid bij hoge temperaturen ≤ 1 × 10 ⁻⁷%/h (500 ℃/200MPa)
Trillingsversnelling ≤ 4,5 m/s² (ISO 10816-8)
De levensduur van deze as in een warmwalserij bedraagt 2-3 jaar (met een jaarlijkse walscapaciteit van 1,5-2 miljoen ton) en kan worden verlengd tot 5 jaar met behulp van gradiëntmaterialen. Het percentage thermische vermoeiingsbreuken is groter dan 60% en de huidige onderzoeks- en ontwikkelingsfocus ligt op nanogestructureerde thermische barrièrecoatings.



